В связи со значительными изменениями в электрической схеме тепловоза, внедренными с тепловоза № 0167, были применены вспомогательные электрические машины других марок, а также более мощные вентиляторы главного генератора и тяговых электродвигателей.
К основной группе вспомогательных агрегатов, расположенных на главном генераторе ГП-311В, относятся: двухмашинный агрегат А-706А, синхронный генератор ГС-500А, вентилятор охлаждения главного генератора и вентилятор тяговых электродвигателей передней тележки тепловоза. С тепловоза № 0437 вместо генератора ГС-500А устанавливают синхронный подвозбудитель ВС-652.
Эти электрические машины и вентиляторы приводятся от раздаточного редуктора, также расположенного на главном генераторе. Зубчатые шестерни раздаточного редуктора подобраны так, чтобы двухмашинный агрегат вращался с п — 1820 об/мин, синхронный генератор — 4080 об/мин, а вентиляторные колеса — 2170 об/мин при работе дизеля на XV позиции рукоятки контроллера машиниста. Ведущий

Рис. 72. Валопровод к раздаточному редуктору: 1 — фланец; 2 — наружная полумуфта; 3 — крышка; 4 — вал; 5 — фланец; 6 — упругие диски; 7, 10 — болты; 8 — внутренняя полумуфта; 9 — резиновые бруски
вал раздаточного редуктора получает вращение от дизеля через вало-провод.
Валопровод от дизеля 11Д45А к раздаточному редуктору представлен на рис. 72. Фланец 1 из стали 40 с термообработкой НВ 255-=-302 при помощи восьми болтов 10 соединен с полумуфтой 2 из стали 25ЛП. Отверстия диаметром 13+0,019 мм во фланце и полумуфте развертывают совместно. Внутри полумуфты отфрезерованы четыре лопасти. Такие же лопасти, но сдвинутые под углом 45°, имеет внутренняя полумуфта 8 из стали 40Х (ГОСТ 4543-71). Взаимное расположение лопастей и контур фрезерованной поверхности проверяют шаблоном. Просвет не более 0,5 мм. Между лопастями полумуфт установлено восемь резиновых брусков 9, которые являются упругим соединяющим звеном в левой муфте валопровода. Резиновые бруски изготовляют формовым способом. Твердость по Шору 50-65. Полумуфты закрывают стальной крышкой 3. Сферические поверхности полумуфты и крышки обрабатывают и проверяют по взаимно согласованному шаблону с допустимым просветом 0,1 мм. В собранном виде осевой зазор между полумуфтой и крышкой должен быть 0,1-0,3 мм.
При сборке полумуфты попадание масла в полость резиновых брусков не допускается. Внутренние поверхности обеих полумуфт и резиновые бруски натереть порошком талька. Шаровые поверхности полумуфт смазывают графитом, разведенным в масле.
На большом периодическом ремонте осматривают резиновые бруски эластичной муфты. На поверхностях брусков не должно быть расслоений, надрывов, трещин и четко выраженного износа. Бруски с такими дефектами должны быть заменены новыми.
Внутренняя полумуфта 8 и вал 4 образуют шлицевое соединение. Шлицы полумуфты закаляют током высокой частоты (т. в. ч.) на всей длине. У вала калят т. в. ч. его конец на длине не менее 100 мм, твердость HRC40…45. Это шлицевое соединение является наиболее изнашиваемой частью валопровода. Поэтому на тепловозах ТЭП60 испыты-вается опытная конструкция валопровода без шлицевого соединения.
Фланец вала 4 и фланец 5 на валу раздаточного редуктора соединяют между собой при помощи двадцати упругих дисков 6 толщиной 0,5 мм из стали ЗОХГСА-Ш (ГОСТ 1542-71), которые образуют вместе пластинчатую муфту. Фланцы и упругие диски соединяют шестью болтами 7, которые ставят с натягом до 0,01 мм, обеспечиваемым подбором болтов. Во избежание уступчатости в отверстиях упругих дисков последние сверлят по кондуктору.
Собранный валопровод перед постановкой на тепловоз балансируют динамически. Допустимый дисбаланс 40 г-см на каждом конце.
Раздаточный редуктор представлен на рис. 73. Нижний 10 и средний 13 корпуса отлиты из стали 35ЛП, а крышка 2 — из стали 25J1II. Остальная часть корпуса 13 закрыта крышкой 4 из листовой стали 20 с двумя приваренными бобышками. В одной установлен штуцер с соплом 3 для подачи смазки, а во второй ввернут сапун 5. Корпуса в сборе с крышкой проверяют опрессовкой водой давлением 2-3 кгс/см2. Течь и потение не допускаются. После опрессовки и осмотра внутренние поверхности редуктора окрашивают.
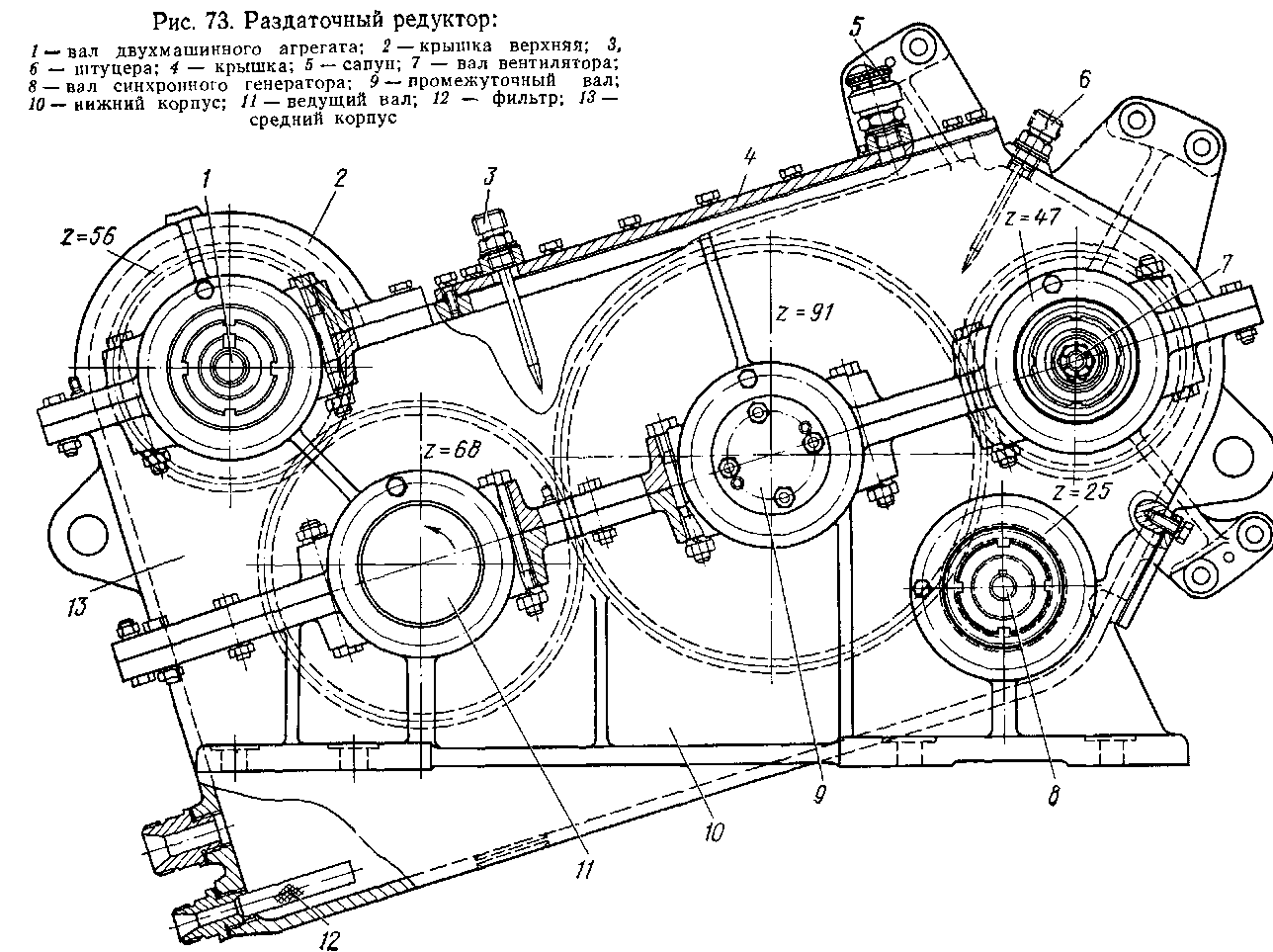

Рис. 74. Муфта к двухмашинному агрегату: 1, 4 — фланцы; 2 — кольцо упругое; 3 — болт; 5 — шайба; 6 — втулка
Валы редуктора 1, 7, 9 и 11 изготовлены из стали 40Х (ГОСТ 4543 — 71) и проходят термообработку НВ 255… 302. Каждый из этих валов вращается в подшипниках №212 и 2212. Вал-шестерня 8 для привода синхронного генератора вращается в подшипниках № 212. Шестерни редуктора, а также вал-шестерня изготовлены из стали 12ХНЗА и проверены на магнитном дефектоскопе. Трещины и другие пороки не допускаются. Зубья шестерен цементируют с последующей закалкой до НИС55… 60. Глубина цементированного слоя 0,8 — 1,2 мм. Угол наклона зубьев 12°, модуль нормальный — 4.
Перед сборкой все узлы редуктора должны быть промыты в осветительном керосине и протерты насухо безворсовыми салфетками. Подшипники и шестерни насаживают на валы с предварительным подогревом их в масле до температуры 100-120° С. После сборки зазоры по разъемам корпусов и крышек не допускаются. Щуп толщиной 0,05 мм не должен проходить на глубину более 20 мм при длине местных зазоров до 40 мм. Допускается установка среднего корпуса и крышек на герметике.
Зубья шестерен проверяют на прилегание по краске. Пятна контакта должны быть не менее 50% по длине и не менее 40% по высоте зуба. Боковой зазор между зубьями шестерен должен быть в пределах 0,15-0,45 мм. При выпуске из заводского ремонта указанный зазор должен составлять 0,15-0,6 мм.
Выходные концы пяти валов редуктора уплотняют постановкой лабиринтовых втулок, имеющих по четыре винтовых канавки глубиной 1,5 и шириной 2 мм, а также кольцами из войлока Т
Рис. 75. Втулочно-пальцевая муфта: 1, 5 — полумуфты; 2 — упругие втулки; 3 — распорные втулки; 4 — пальцы
(ГОСТ 288-72). Перед постановкой втулок канавки и лабиринты заполняют смазкой УН — вазелин технический (ГОСТ 782 — 59). Войлочные уплотняющие кольца пропитывают в течение 30 мин разогретой смесью жирового солидола (85%) и чешуйчатого графита (15%). Смазка и охлаждение шестерен и подшипников осуществляются подачей масла из системы дизеля через штуцера 3 и 6. Из редуктора масло откачивается насосом в картер дизеля, пройдя через фильтр 12. При сборке сопла установить так, чтобы струя масла попадала на зацепление ведущей и верхних шестерен.
Собранный редуктор обкатывают в течение 4 ч при нагрузке 20- 30 л. с. и частоте вращения ведущего вала 1500 об/мин. После обкатки ■следует осмотреть шестерни, промыть сетчатый фильтр в осветительном керосине и подтянуть болты и гайки.
Муфты к двухмашинному агрегату и синхронному генератору приведены на рис. 74 и 75. Особенность муфты, соединяющей двухмашинный агрегат с раздаточным редуктором, состоит в том, что в качестве упругого элемента применено кольцо 2 из прорезиненной ткани. Последняя изготовлена из семи слоев маслобензостойкой резины марки А средней твердости (ГОСТ 7338-65) и шести слоев вискозного корда (ГОСТ 7266-69). Упругое кольцо соединяет фланцы 1 и 4 из стали 45. Конусные поверхности фланцев (1 : 10) проверяют калибром, согласованным с соответствующими хвостовиками. Прилегание по краске не менее 60%. Фланцы соединяют болтами 3 с натягом до 0,01 мм, обеспечиваемым подбором болтов. Перед сборкой фланцы подвергают статической балансировке на конической оправке со шпонкой. Допускаемый дисбаланс 50 г • см.
Втулочно-пальцевая муфта (см. рис. 75) соединяет раздаточный редуктор с синхронным генератором ГС-500А. Полумуфты 1 и 5 изготовляют из стали 40. Их конусные посадочные поверхности (1 : 10) поверяют калибрами, согласованными с соответствующими конусными хвостовиками. Прилегание по краске не менее 60%. Упругим элементом муфты являются шесть резиновых втулок 2. Шесть ведущих пальцев 4 из стали 45 имеют конусную часть в месте соединения с полумуфтой 5. Сопрягаемые конусные поверхности проверяют калибрами. Прилегание по краске не менее 60% поверхности.
В собранном положении пальцы не должны отличаться между собой по длине подвтулочной части больше чем на 0,6 мм. Комплект пальцев, упругих втулок 2, собранных с полумуфтой 5, должен свободно входить в полумуфту 1 при различном взаимном положении лолумуфт.
⇐Осмотр и ремонт узлов и деталей охлаждающего устройства | Тепловозы ТЭП60 и 2ТЭП60 | Привод вентиляторов охлаждения тяговых электрических машин⇒